- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
- Esperanto
- Afrikaans
- Català
- שפה עברית
- Cymraeg
- Galego
- Latviešu
- icelandic
- ייִדיש
- беларускі
- Hrvatski
- Kreyòl ayisyen
- Shqiptar
- Malti
- lugha ya Kiswahili
- አማርኛ
- Bosanski
- Frysk
- ភាសាខ្មែរ
- ქართული
- ગુજરાતી
- Hausa
- Кыргыз тили
- ಕನ್ನಡ
- Corsa
- Kurdî
- മലയാളം
- Maori
- Монгол хэл
- Hmong
- IsiXhosa
- Zulu
- Yoruba
- অসমীয়া
- ଓଡିଆ
- Punjabi
- پښتو
- Chichewa
- Samoa
- Sesotho
- සිංහල
- Gàidhlig
- Cebuano
- Somali
- Тоҷикӣ
- O'zbek
- Hawaiian
- سنڌي
- Shinra
- Հայերեն
- Igbo
- Sundanese
- Lëtzebuergesch
- Malagasy

Bagaimanakah Pengurangan Rolling Mills Dapat Menyampaikan Toleransi Yang Lebih Ketat Tanpa Membunuh Daya Tahan?
Abstrak Artikel
Apabila pelanggan membeli-belah untukPengurangan Rolling Mills, mereka jarang mengejar "mesin" secara abstrak. Mereka cuba menghentikan sakit kepala pengeluaran yang sangat nyata: diameter tidak konsisten, bujur yang enggan berkelakuan, kemasan permukaan yang mencetuskan kerja semula hiliran, dan pertukaran yang memakan peralihan hidup-hidup. Panduan ini menghuraikan perkara yang sebenarnya dilakukan oleh kilang penggelek pengurangan, di mana ia sesuai berbanding lukisan atau penempaan, dan—paling penting—cara menilai garisan supaya ia menyelesaikan titik kesakitan kualiti dan produktiviti pada masa yang sama. Anda juga akan menemui senarai semak pilihan praktikal, jadual perbandingan dan Soalan Lazim untuk membantu anda membuat keputusan dengan lebih sedikit kejutan.
Bawa pulang cepat:yang terbaikPengurangan Rolling Millstidak "cepat" atau "tepat" secara berasingan. Mereka direka bentuk sebagai sistem terkawal—reka bentuk pas, pengurusan suhu, kestabilan jurang roll, panduan dan pengukuran yang berfungsi bersama— jadi output kekal boleh diramal walaupun apabila bahan, pengendali atau pesanan berubah.
Jadual Kandungan
- Garis Besar Sepintas Lalu
- Masalah Sebenar Pembeli Cuba Selesaikan
- Apa yang dilakukan oleh Pengurangan Rolling Mill
- Di mana Ia Sesuai dalam Barisan Pengeluaran
- Ciri Reka Bentuk Yang Sebenarnya Menggerakkan Jarum
- Jadual Perbandingan untuk Senario Keputusan Biasa
- Senarai Semak Pembeli Praktikal
- Operasi, Penyelenggaraan dan Latihan
- Perkara yang Diharapkan Daripada GRM pada Projek Sebenar
- Soalan Lazim
- Langkah Seterusnya
Garis Besar Sepintas Lalu
- Diagnosis titik sakit:hanyutan toleransi, bujur, kemasan, sekerap, dan kesesakan.
- Fahami mekanisme:guling berbilang pas mengurangkan OD dan menambah baik geometri melalui ubah bentuk terkawal.
- Menilai reka bentuk sistem:pemanduan, kestabilan jurang gelendong, penyejukan dan pengukuran adalah sama pentingnya dengan "kuasa kuda".
- Pilih dengan yakin:gunakan senarai semak untuk memadankan campuran produk, tingkah laku bahan dan rancangan pertumbuhan.
- Jalankan secara mampan:strategi penyelenggaraan dan latihan pengendali melindungi pelaburan anda untuk jangka panjang.
Masalah Sebenar Pembeli Cuba Selesaikan
Jika anda pernah menonton kumpulan yang "sepatutnya" ringkas bertukar menjadi pertempuran seharian penuh, anda sudah tahu kesakitan di sebalik pembelian itu. Kebanyakan pembeliPengurangan Rolling Millssedang cuba menyelesaikan gabungan isu kualiti dan produktiviti—bukan hanya satu.
- Variasi diameter dan drift:Anda memulakan larian dalam spesifikasi, maka gegelung terakhir secara misteri tidak. Ini selalunya datang dari ketidakstabilan jurang gelendong, perubahan suhu, geometri suapan tidak konsisten, atau kebolehubahan bahan.
- Bujur dan kelurusan yang lemah:Produk bulat yang tidak bulat menyebabkan masalah pemasangan hiliran, getaran, kebocoran atau haus pramatang. Dalam banyak kes, membimbing dan meluluskan reka bentuk penting sama seperti daya gelek mentah.
- Isu permukaan yang mencetuskan kerja semula:Kekasaran, tanda sembang atau kecacatan berkaitan skala boleh mendorong kos penamat melalui bumbung. Strategi pelinciran, keadaan gulungan, penyejukan dan kestabilan proses semuanya muncul di permukaan.
- Perubahan yang menghukum anda:Apabila pesanan lebih kecil dan campuran produk lebih luas, perubahan roll perlahan boleh menjadikan talian anda menjadi risiko jadual.
- Operasi "pengetahuan suku" yang tidak dapat diramalkan:Jika hanya satu pengendali boleh menjalankannya "betul", anda tidak mempunyai proses-anda mempunyai pergantungan.
Anjakan minda pembeli:Jangan tanya, "Berapa laju kilang itu?" Tanya, "Sejauh mana kilang boleh memegang geometri dan menyelesaikannya dengan laju merentas bahan terburuk saya dan campuran pesanan?”
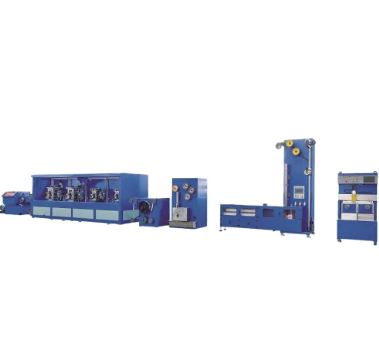
Apa yang dilakukan oleh Pengurangan Rolling Mill
Kilang gelek pengurangan dibina untuk mengurangkan diameter luar bar logam, tiub, atau produk serupa melalui ubah bentuk gelek. Daripada menarik bahan melalui dadu (lukisan), kilang menggunakan berbilang pas guling (dirian) untuk membentuk produk secara beransur-ansur. Ini penting kerana ubah bentuk terkawal secara beransur-ansur boleh meningkatkan ketekalan dimensi dan geometri—terutamanya apabila digabungkan dengan panduan pepejal dan kawalan celah gelekan yang stabil.
Secara ringkas:Pengurangan Rolling Millsbekerja seperti satu siri "pembetulan kecil" yang berdisiplin dan bukannya satu langkah yang agresif. Setiap pas mengambil sebahagian daripada pengurangan, memastikan proses terkawal dan mengurangkan risiko kecacatan yang disebabkan oleh beban berlebihan satu peringkat.
Di mana Ia Sesuai dalam Barisan Pengeluaran
Kebanyakan baris yang menggunakanPengurangan Rolling Millssedang cuba menyambungkan pemanasan/persediaan hulu dengan lilitan hiliran, meluruskan, memotong, memeriksa atau membungkus. Kedudukan kilang bergantung pada produk dan sasaran kualiti anda:
- Selepas pemanasan:Berguna apabila bahan memerlukan suhu terkawal untuk kebolehbentukan atau tingkah laku permukaan.
- Dengan ukuran sebaris:Membantu menstabilkan output dan mengurangkan pelarasan "teka-dan-semak".
- Sebelum selesai:Geometri yang lebih baik boleh mengurangkan beban pengisaran/menggilap dan meningkatkan hasil akhir.
- Dengan lilitan atau potong mengikut panjang:Pengendalian output mesti sepadan dengan kelajuan dan kekakuan produk anda.
Jika anda sedang menggunakan lukisan untuk kawalan saiz, pendekatan rolling boleh menjadi menarik apabila anda mahukan hasil yang lebih tinggi, lebih sedikit bahan habis pakai, atau kawalan bujur yang lebih baik—dengan syarat reka bentuk proses anda sepadan dengan bahan dan sasaran pengurangan.
Ciri Reka Bentuk Yang Sebenarnya Menggerakkan Jarum
Spesifikasi kelihatan mengagumkan di atas kertas, tetapi pembeli terbakar apabila butiran sistem utama tiada. Berikut ialah kawasan reka bentuk yang cenderung untuk memutuskan sama adaPengurangan Rolling Millsberasa "tidak berdaya" atau "rapuh" dalam pengeluaran sebenar.
- Fleksibiliti berbilang pas:Kilang yang menyokong julat hantaran yang lebih luas membolehkan anda menala aloi yang berbeza, saiz permulaan dan keperluan kemasan. Lebih penting lagi, ia membantu anda mengelak daripada memaksa satu pas untuk melakukan terlalu banyak.
- Kawalan bebas bagi jurang dan kelajuan roll:Apabila pelarasan adalah tepat dan boleh diulang, anda boleh berhenti "mengejar" dimensi. Konsisten mengalahkan heroik.
- Pengukuran sebaris dan pembetulan gelung tertutup:Maklum balas diameter berterusan boleh mengurangkan sekerap yang disebabkan oleh hanyut dan memendekkan masa permulaan. Lebih baik jika ia log data untuk kebolehkesanan dan penyelesaian masalah.
- Pengurusan suhu di sekeliling gulungan:Reka bentuk penyejukan mempengaruhi hayat gulungan, kestabilan dan kemasan permukaan. Kawalan haba yang ketat selalunya merupakan perbezaan antara "stabil semua syif" dan "secara misteri dimatikan selepas makan tengah hari."
- Modul gulung cepat tukar:Untuk pesanan bercampur-campur, penukaran yang lebih pantas adalah tuil keuntungan, bukan kemudahan. Ia juga menjadikan penyelenggaraan kurang mengganggu.
- Bahan gulung tahan lama dan rintangan kakisan:Pakai gulung menukar geometri. Wear juga mengubah cara pengendali memberi pampasan—selalunya tidak konsisten. Bahan binaan penting kerana ia melindungi tetingkap proses anda.
- Panduan dan sokongan untuk pelbagai bentuk:Bunyi bulat ke bulat mudah sehingga anda melawan bujur. Panduan yang kuat membantu memastikan bahan terpusat dan mengurangkan ralat bentuk.
- Kesediaan automasi:Pemantauan jauh, penggera dan ketersambungan data bukanlah "ciri mewah" apabila masa henti anda mahal. Mereka membantu anda mendiagnosis isu dengan lebih cepat dan menyeragamkan operasi merentas syif.
Petua pro:Minta pembekal membimbing anda melalui senario "hari buruk"—kebolehubahan bahan, turun naik suhu, perubahan pantas— dan terangkan bagaimana reka bentuk kilang memastikan output stabil. Jawapannya mendedahkan lebih daripada satu risalah yang pernah.
Jadual Perbandingan untuk Senario Keputusan Biasa
Tidak setiap kedai memerlukan konfigurasi yang sama. Gunakan jadual ini untuk menyelaraskan titik kesakitan utama anda dengan penekanan reka bentuk yang cenderung untuk menyelesaikannya.
| Perkara yang paling menyakitkan hati anda | Apa yang perlu diutamakan dalam kilang | Bagaimana rupa kejayaan |
|---|---|---|
| Diameter hanyut merentasi larian | Kawalan jurang gulung yang stabil, ukuran sebaris, penyejukan yang konsisten | Kurang sekerap pada hujung ekor, penalaan permulaan yang lebih pendek, output boleh diramal |
| Ketidakkonsistenan bujur/bentuk | Reka bentuk panduan, strategi hantaran, penjajaran dirian, ketegaran | Geometri lebih ketat, lebih sedikit isu muat hiliran, pemasangan lebih lancar |
| Kerja semula kemasan permukaan | Pengurusan keadaan roll, strategi pelinciran, kestabilan haba | Beban penggilapan/pengisaran yang lebih rendah, penolakan berkaitan permukaan yang lebih sedikit |
| Pertukaran memakan jadual anda | Gulung modular tukar pantas, persediaan berulang, resipi parameter yang jelas | Suis produk yang lebih pantas, OEE yang lebih tinggi, lebih sedikit "percubaan berjalan" |
| Kejutan penyelenggaraan | Reka bentuk boleh diakses, komponen standard, pemantauan keadaan | Masa henti yang dirancang dan bukannya perhentian kecemasan |
Senarai Semak Pembeli Praktikal
Jika anda membandingkan pembekal, senarai semak ini memastikan anda fokus pada perkara yang melindungi kualiti output dan kos pemilikan jangka panjang. Bawa ia ke panggilan teknikal atau lawatan kilang anda yang seterusnya.
- Rangkaian produk:Saiz permulaan, saiz sasaran dan kekerapan ia berubah.
- Tingkah laku material:Keluli karbon vs aloi tahan karat, dan kepekaan terhadap haba dan kecacatan permukaan.
- Pelan pengurangan:Berapa banyak hantaran yang anda perlukan untuk pengurangan paling sukar anda tanpa memaksa kecacatan?
- Strategi pengukuran:Adakah anda mahu semakan diameter sebaris dan pengelogan data?
- Kawalan terma:Bagaimanakah sistem menguruskan kestabilan suhu gulungan dan bahan?
- Masa pertukaran:Apakah aliran kerja perubahan gulung yang realistik dengan pasukan anda?
- Pandu dan kawal:Sejauh manakah resolusi pelarasan dan sejauh manakah resipi boleh diulang merentas syif?
- Alat ganti dan sokongan:Apakah yang disediakan, apakah masa utama, dan apakah latihan yang disertakan?
- Keselamatan dan ergonomik:Mengawal, saling kunci, pengurusan titik cubitan dan prosedur operasi yang jelas.
Pintasan keputusan:Jika pembekal tidak dapat menerangkan cara mereka menstabilkan geometri (bukan sekadar "mengurangkan diameter"), anda berkemungkinan membeli penyelesaian masalah masa hadapan.
Operasi, Penyelenggaraan dan Latihan
Sebuah kilang pengurangan memperoleh simpanannya selama bertahun-tahun, bukan minggu. Ini bermakna butiran pemilikan penting: seberapa cepat anda boleh mendiagnosis drift, cara anda menguruskan haus roll, cara anda menyeragamkan resipi, dan cara anda melatih pengendali supaya proses itu tidak tinggal dalam kepala seseorang.
- Standardkan persediaan:Simpan parameter "resipi" mengikut bahan dan saiz. Catat perkara yang berkesan dan mengapa. Konsistensi menghalang tweak yang bermaksud baik tetapi berbahaya.
- Pelan penjagaan roll:Permukaan gulung dan geometri mempengaruhi permukaan dan saiz produk. Pemeriksaan rutin, pembersihan, dan perancangan penggantian mengurangkan "masalah misteri".
- Gunakan data apabila anda memilikinya:Malah log asas—suhu, kelajuan, tetapan lulus—membantu mengasingkan punca dan bukannya meneka.
- Latih untuk senario:Ajar operator perkara yang perlu dilakukan apabila bujur naik, apabila kualiti permukaan menurun, atau apabila suhu melayang, jadi tindak balas dikawal—bukan dibuat-buat.
Di banyak kedai, lonjakan prestasi bukan sahaja daripada pembelianPengurangan Rolling Mills; ia daripada mengubah langkah bergolek menjadi a didokumenkan, sistem boleh berulang.
Perkara yang Diharapkan Daripada GRM pada Projek Sebenar
Jika anda menilaiPengurangan Rolling Millsuntuk naik taraf pengeluaran atau barisan baharu, ia membantu apabila pembekal bertutur dalam bahasa kekangan sebenar: pesanan bercampur, garis masa yang ketat, bahan mentah yang berubah-ubah dan toleransi terhad untuk masa henti.
GRM menumpukan pada membina penyelesaian rolling pengurangan yang menekankan kebolehkawalan dan kebolehulangan-kerana pembeli tidak hanya mahukan keputusan "tepat" sekali; mereka mahukannya pada setiap syif, dengan tetapan yang didokumenkan, dan dengan sokongan yang memastikan talian itu stabil selepas pentauliahan. Dari segi praktikal, ini bermakna membincangkan strategi hantaran, panduan, kestabilan terma dan pilihan pengukuran lebih awal—supaya konfigurasi sesuai dengan anda. campuran produk dan bukannya memaksa campuran produk anda agar sesuai dengan mesin.
Perkara yang perlu anda tanyakan kepada GRM (atau mana-mana pembekal):“Tunjukkan kepada saya aliran proses biasa untuk saiz permulaan dan saiz sasaran saya, dan terangkan dari mana datangnya kestabilan.” Pembekal terbaik menjawab dengan sistem, bukan slogan.
Soalan Lazim
Bolehkah Pengurangan Rolling Mills menggantikan lukisan untuk kawalan diameter?
Kadangkala, ya—tetapi ia bergantung pada julat saiz, bahan dan keperluan kemasan anda. Berguling boleh menjadi menarik apabila anda mahukan hasil yang lebih tinggi, lebih sedikit bahan habis pakai berkaitan die, dan kawalan geometri yang lebih kukuh melalui pembentukan berbilang pas. Banyak kemudahan juga menggunakan kedua-duanya: bergolek untuk cekap pengurangan dan lukisan untuk toleransi akhir tertentu atau keperluan permukaan.
Apakah yang menyebabkan bujur walaupun diameter sasaran adalah betul?
Ovaliti selalunya datang daripada isu panduan, penjajaran dirian, ubah bentuk tidak sekata merentas pas atau ketidakstabilan yang disebabkan oleh turun naik suhu dan kehausan roll. Membetulkannya biasanya memerlukan gabungan reka bentuk hantaran yang lebih baik, lebih stabil dan keadaan operasi yang konsisten—bukan sekadar "melaraskan jurang".
Bagaimanakah saya menganggarkan bilangan pas yang saya perlukan?
Mulakan dengan keperluan pengurangan maksimum anda dan kebolehbentukan bahan. Pelan berbilang laluan konservatif biasanya meningkatkan kestabilan dan kualiti permukaan. Pembekal anda harus mencadangkan strategi lulus yang mengelakkan beban lampau mana-mana pendirian tunggal dan termasuk cara anda mengukur dan mengesahkan output semasa pengeluaran.
Adakah ukuran sebaris benar-benar mengurangkan sekerap?
Ia boleh, terutamanya apabila ia memendekkan penalaan permulaan dan menangkap hanyut lebih awal. Manfaat terbesar ialah ketekalan: anda mengurangkan pergantungan pada pemeriksaan manual, bertindak balas dengan lebih pantas kepada perubahan, dan bina rekod yang lebih jelas tentang apa yang berlaku apabila sesuatu tidak berjalan lancar.
Apakah yang perlu saya cari dalam sokongan selepas jualan?
Fokus pada masa tindak balas, ketersediaan alat ganti, kedalaman latihan dan keupayaan pembekal untuk membantu anda menyeragamkan parameter. Pakej sokongan yang kukuh akan membantu anda mengekalkan operasi yang stabil, bukan sekadar "menggantikan bahagian apabila rosak."
Langkah Seterusnya
Jika operasi anda bergelut dengan hanyutan saiz, bujur, kerja semula permukaan atau penukaran perlahan,Pengurangan Rolling Millssetup boleh mengubah masalah tersebut menjadi proses yang stabil dan boleh berulang—dengan syarat anda menilai sistem secara keseluruhan: pelan lulus, panduan, kawalan terma, pengukuran dan sokongan.
Inginkan pengesyoran konfigurasi berdasarkan saiz permulaan, diameter sasaran, gred bahan dan matlamat keluaran harian anda? Kongsi keperluan asas anda dan hubungi kami—GRM boleh membantu memetakan penyelesaian rolling praktikal yang mengimbangi toleransi, kemasan dan daya pemprosesan.